

- 2025-02-19 10:10 269
- 产品价格:面议
- 发货地址:河北石家庄长安区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:260146283公司编号:9059863
- 李老师 微信 13833466981
- 进入店铺 在线留言 QQ咨询 在线询价
太原数控编程培训大概学多久 手把手教学
- 相关产品:
石家庄德玛数控培训将传统师带徒与现代培训**结合,以纯企业标准教学,完全按照企业研发部工作流程模式,工厂内部项目实战式教学。学习就是实习,即能就业。
石家庄德玛数控培训数控技术培养目标:
培养掌握数控原理、数控编程和数控加工等方面的知识及操作技能,从事数控程序编制、数控设备的操作、调试、维修和技术管理的技术应用性人才。
石家庄德玛数控培训数控技术专业课程设置:
机械制图,机械设计基础,机械数控切割机制造基础,液压与气压传动,电工电子技术,数控原理与系统,高等数学,数控加工工艺与编程,机械加工工艺与装备,机床故障诊断与维修,Mastercam,UG设计与制造,车间 实训,质量管理。
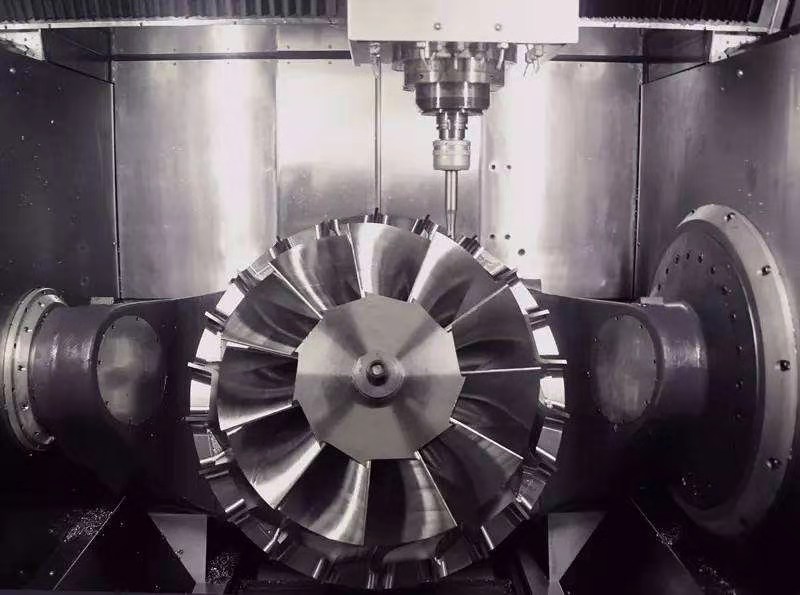
内置脉冲编码器:为了实现自动换刀以及刚性攻螺纹,电主轴内置一脉冲编码器,以实现准确的相角控制以及与进给的配合。自动换刀装置:为了应用于加工中心,电主轴配备了自动换刀装置,包括碟形簧、拉刀油缸等;高速的装卡方式:广为熟悉的BT、ISO,已被实践不适合于高速加工。这种情况下出现了HSK、SKI等高速。高频变频装置:要实现电主轴每分钟几万甚至十几万转的转速,必须用一高频变频装置来驱动电主轴的内置高速电动机,变频器的输出频率必须达到上千或几千赫兹。
摇臂钻床电器系统检查:清扫电机及电器箱内外尘土。关闭电源,打开电器门盖,检查电器接头和电器元件是否有松动、老化。检查限位开关是否工作正常。开门断电是否起到作用。检查液压系统是否正常,有无漏油现象。各电器控制开关是否正常。检查油质,保持良好,油量符合要求。清除主轴锥孔毛刺。清洗液压变速系统、滤油网,调整油压。清除主轴上面的杂质,主轴上注油,保证主轴润滑。
使加工程序具有短的进给路线,不仅可以节省整个加工过程的执行时间,还能减少一些不必要的消耗及机床进给机构滑动部件的磨损等。短进给路线的类型及实现方法如下。
⑴短的切削进给路线。切削进给路线短,可有效提高生产效率,降低损耗。安排短切削进给路线时,还要保证工件的刚性和加工工艺性等要求。
⑵短的空行程路线。
①巧用起刀点。采用矩形循环方式进行粗车的一般情况示例。其对刀点A的设定是考虑到精车等加工过程中需方便地换刀,故设置在离毛坯件较远的位置处,同时,将起刀点与其对刀点重合在一起
②巧设换刀点。为了考虑换刀的方便和安全,有时将换刀点也设置在离毛坯件较远的
位置处,那么,当换*二把刀后,进行精车时的空行程路线必然也较长;如果将*二把刀的换刀点也设置在中的毋点位置上,则可缩短空行程距离。
③合理安排“回零”路线。在手工编制复杂轮廓的加工程序时,为简化计算过程,便于校核,程序编制者有时将每一刀加工完后的终点,通过执行“回零”操作指令,使其全部返回到对刀点位置,然后再执行后续程序。这样会增加进给路线的距离,降低生产效率。因此,在合理安排“回零”路线时,应使**刀的终点与后一刀的起点间的距离尽量短.或者为零,以满足进给路线短的要求。另外,在选择返回对刀点指令时,在不发生干涉的前提下,尽可能采用x、z轴双向同时“回零”指令,该功能“回零”路线是短的。
⑶大余量毛坯的阶梯切削进给路线。列出了两种太余量毛坯的切削进
加工路线
数控车床进给加工路线指车刀从对刀点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及切人、切出等非切削空行程路径。
精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作重点是确定粗加工及空行程的进给路线。
在数控车床加工中,加工路线的确定一般要遵循以下几方面原则。
①应能保证被加工工件的精度和表面粗糙度。
②使加工路线短,减少空行程时间,提高加工效率。
③尽量简化数值计算的工作量,简化加工程序。
④对于某些重复使用的程序,应使用子程序。
石家庄德玛数控培训:主要培养数控机床、加工中心等典型机床加工零件的工艺分析与制作、数控加工程序编制、相对应的机床维修和保养等技能,能在现代制作行业生产*从事加工、技术管理等工作。








{kind=link}