

- 2025-02-26 09:51 220
- 产品价格:面议
- 发货地址:河北石家庄长安区 包装说明:不限
- 产品数量:100000.00 个产品规格:不限
- 信息编号:263945315公司编号:14387553
- 李老师 微信 13833466981
- 进入店铺 在线留言 QQ咨询 在线询价
保定机床数控技术学校大概学多久 内容质量高
- 相关产品:
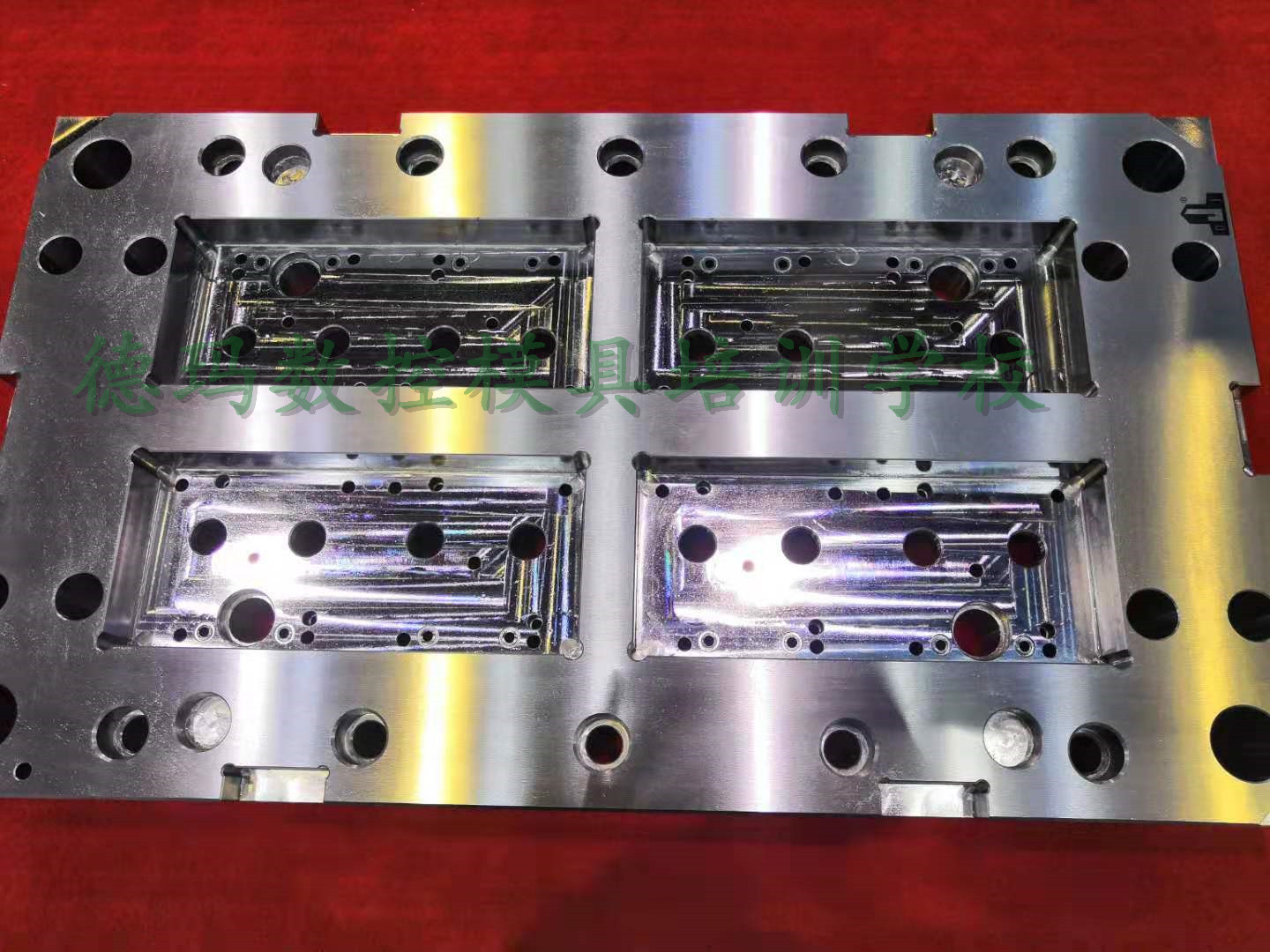
河北德玛数控培训始终奉行全程实战教学理念,教师全都有丰富的实际工厂工作经验,非常注重工厂工作经验和实用技巧传授,教学过程全部以公司实际接的模具订单和产品零件作为案例教学,车间实训不限制时间,充分bz每一位学员学到实用的技术和经验,能真正胜任工厂工作岗位才算毕业,毕业后还免费长期提供技术支持。
※如需了解更多的数控机床培训班、课程、价格、试听等信息,也可以联系河北德玛数控培训的李老师,定制专属课程,开始您的学习之旅。
清洗调整工作台、丝杆手柄及柱上镶条;检查、调整离合器;清洗三向导轨及油毛毡,电动机、机床内外部及附件清洁;检查油路,加注各部润滑油;紧固各部螺丝。铣床二保作业范围主轴箱、工作台、变速箱清洗、换油;检查泵和油管,检查并调整工作台、斜铁及丝杆螺母间隙;清洗离合器片,清洗冷却箱并更换冷却液,清洁电机及电器。
更换铰刀外径尺寸;适当提高切削速度;适当降低进给量;适当主偏角;选择润滑性能好的油性切削液;定期互换铰刀,正确刃磨铰刀切削部分;设计铰刀尺寸时,应考虑上述因素,或根据实际情况取值;作试验性切削,取合适余量,将铰刀磨锋利。铰刀过长,刚性不足,铰削时产生振动;铰刀主偏角过小;铰刀刃带窄;铰孔余量偏;内孔表面有缺口、交叉孔;孔表面有砂眼、气孔;主轴轴承松动,无导向套,或铰刀与导向套配合间隙过大;由于薄壁工件装夹过紧,卸下后工件变形。铰孔余量过大;铰刀切削部分后角过大;铰刀刃带过宽;工件表面有气孔、砂眼;主轴摆差过大。
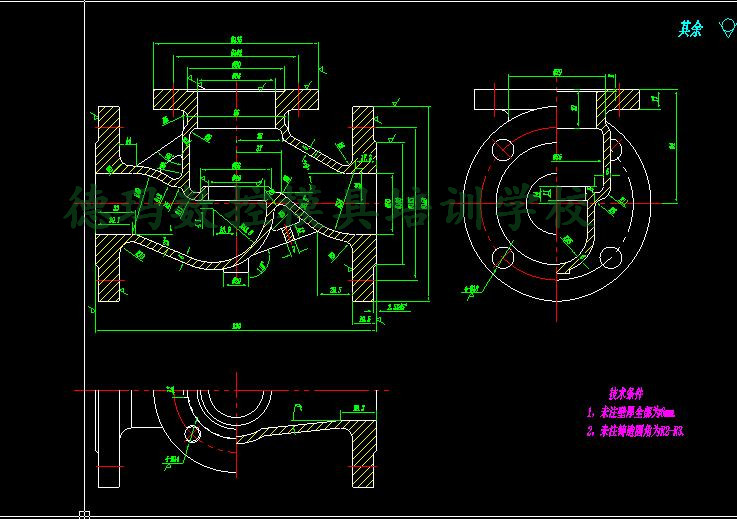
设计基准:在零件图上用以确定其它点、线、面位置的基准,称为设计基准。工艺基准:零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同又分为装配基准、测量基准及定位基准。装配基准:装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。测量基准:用以检验已加工表面的尺寸及位置的基准,称为测量基准。定位基准:加工时工件定位所用的基准,称为定位基准。作为定位基准的表面(或线、点),在道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,这种定位表面称精基准。
软爪卡盘正确的调整与车削,是保证软爪卡盘精度的首要条件。软爪的底面和定位台,应与卡爪底座滑配和正确地定位。软爪用于装夹工件的部分比硬爪加长(10~15)mm,以备多次车削,并要对号装配;车削软爪的直径与被装夹工件直径一致,或大或小,都不能保证装夹精度。一般卡爪车削直径比工件直径大0.2mm左右,也即是被卡的工件直径,要控制在一定公差范围内;车削软爪时,为了消除间隙,必须在卡爪内或卡爪外安装一适当直径的圆柱或圆环,它们在软爪安装的位置,应和工件夹紧的方向一致,否则不能保证工件定位精度。当工件为夹紧时,圆柱应夹紧在卡盘爪里面进行车软爪爪面,当工件为涨紧时,圆环应安装在卡盘爪外面,车削软爪外面。
河北德玛模具学院 课程学习目的与要求:
通过本课程的学习,学员可达到下列基本要求:
1、熟悉ug软件的各项功能,并能灵活应用
2、熟悉ug软件在实际生产过程中的应用并能熟练操作。
3、能对零件图纸进行工艺分析,并利用本软件进行数控程序的编写。
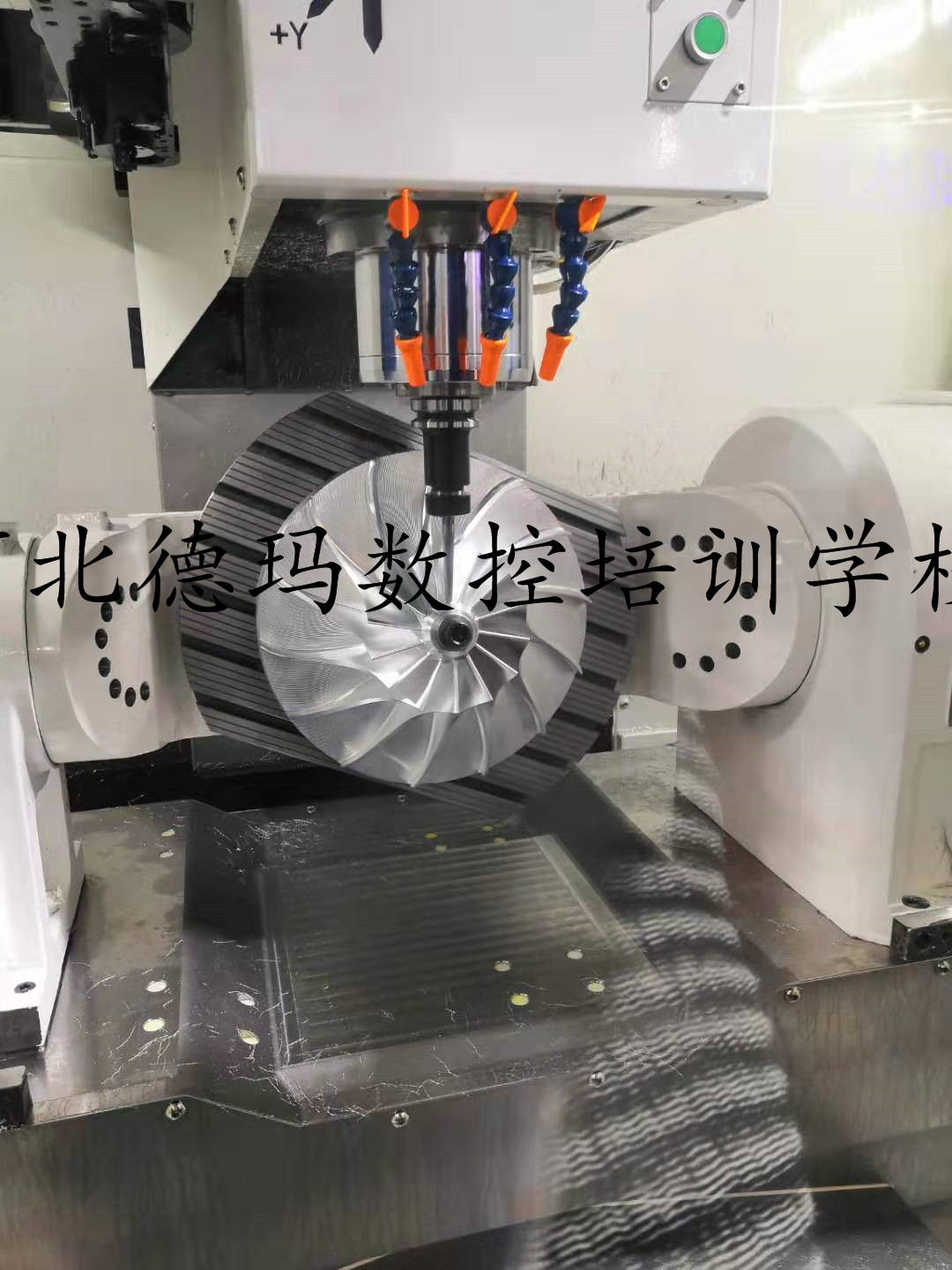
4、给定工件图纸,学员应能依图纸要求进行工艺分析,选择适当的、夹具、量具、工件和设备,应用本软件编写出能实际运行的加工程序并在的CNC机床上加工出实际产品。








{kind=link}